Heat exchangers are critical equipment used in chemical processing, playing a vital role in the safe and efficient operation of bromine plants. Since bromine is corrosive, materials that can withstand harsh environments are required. In these conditions, standard alloys usually fail, requiring expensive maintenance and downtime. Tantalum heat exchangers are unique in this regard. Tantalum heat exchangers are the go-to option for bromine handling systems because of their robustness and halogen resistance.
Role of Heat Exchangers in Bromine Plants
In bromine plants, heat is transferred between various process streams using heat exchangers. They help in maintaining the temperature during chemical reactions, such as the recovery and purification of bromine. Machinery made from common materials may deteriorate rapidly due to the high level of aggression and reactivity of bromine. These failures pose safety hazards in addition to decreasing efficiency. Due to this, advanced materials and unique designs are used. Tantalum ensures years of reliable operation due to its unparalleled resistance to corrosion.
Key Design Parameters of the Tantalum Heat Exchanger
A heat exchanger’s performance and safety depend on its design. The following specifications are used in the construction of the tantalum heat exchanger for bromine plants:
- Shell Side Design Pressure: 5.2 kg/cm²
- Tube Side Design Pressure: 5.2 kg/cm²
- Design Temperature: 165.556 ℃
- Hydrotest Pressure: 7.7 kg/cm²
These values highlight the equipment’s ability to operate under demanding conditions. The pressures are specifically selected to meet the needs of the bromine processing. The design temperature ensures stability even during high-heat reactions. Hydrotesting at 7.7 kg/cm² confirms the strength and leak-tight performance of the unit before it is put into service. Together, these factors ensure that the exchanger delivers long-term reliability.
Material of Construction (MOC) and its Advantages
Tantalum is used to make this heat exchanger’s tubes and tubesheet liner. Tantalum is known for having excellent resistance to halogens such as chlorine and bromine. Strong bromine environments can lead to materials like titanium or high-nickel alloys to corrode over time despite their resistance. Even when exposed continuously tantalum keeps its integrity.
This reduces the possibility of contamination and prevents the need for frequent replacement. Tantalum has a longer operational life and reduces maintenance costs. Tantalum equipment’s stability is a benefit for when breakdowns can lead to significant financial losses.
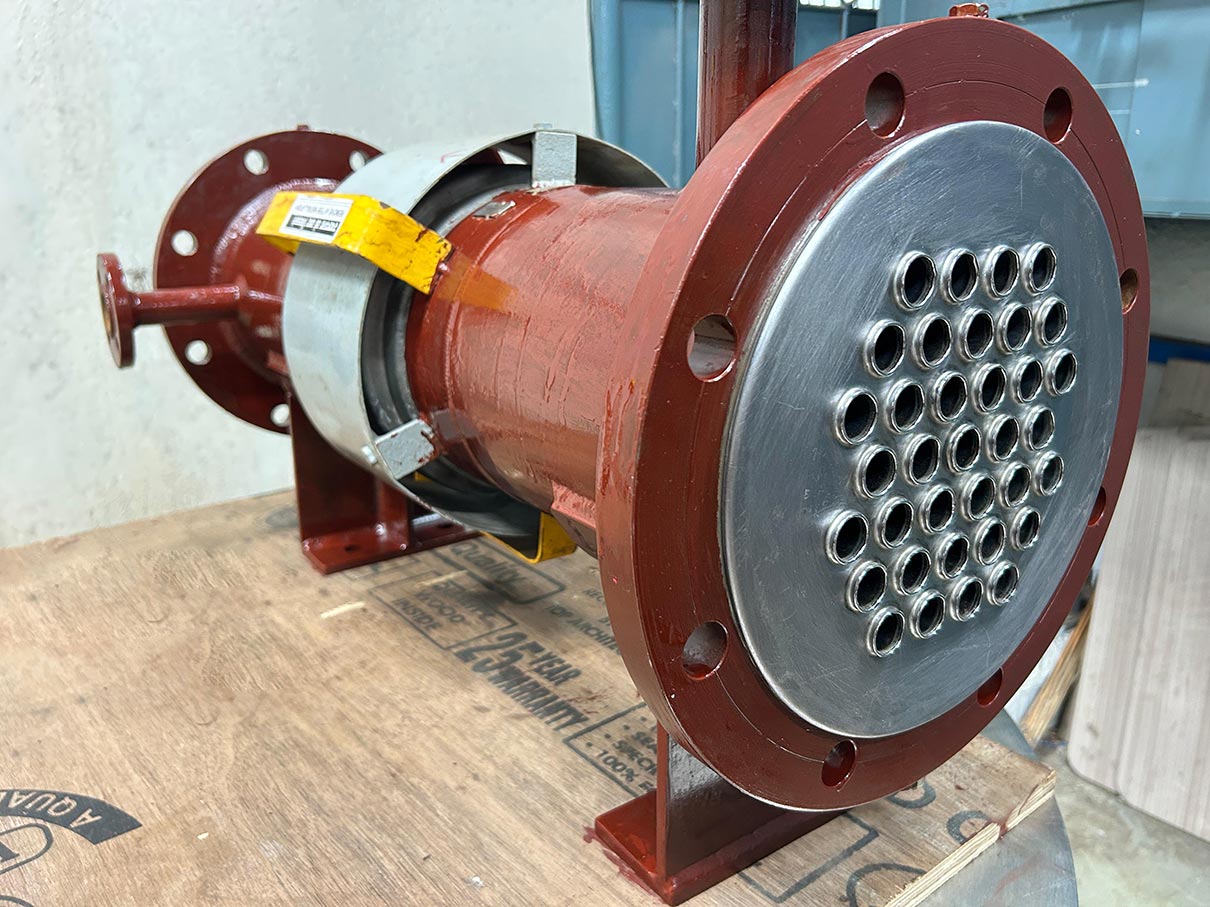
Expansion Bellows Configuration
Thermal stress is a common issue in chemical plants. Equipment expands and contracts when subjected to temperature changes. To manage these stresses the exchanger is equipped with 6 Nos. conventional expansion bellows.
SS321, a grade of stainless steel known for its strength and thermal stability under periodic stress, is used to make these bellows. The bellows protect the tubes and joints from harm by absorbing expansion and contraction. This increases reliability and avoids fatigue-associated failures. The equipment is better equipped to manage the demanding nature of bromine plant operations when expansion bellows are incorporated.
Precision Fabrication in Class 8 Cleanroom
Fabrication quality plays a critical role in the performance of chemical process equipment. This tantalum heat exchanger is manufactured in a Class 8 cleanroom environment. Cleanrooms built under ISO 14644 standards control air purity and reduce particle contamination.
By fabricating in a cleanroom, welding and assembly processes remain free from dust and impurities. For tantalum equipment this is important as even small defects can reduce corrosion resistance. Perfect joints, exact alignment, and complete material integrity are ensured by cleanroom fabrication. A product that meets the highest standards of engineering precision and reliability is the end result.
Application in Bromine Plant Operations
Bromine plants face constant challenges due to the corrosive nature of their operations. Equipment exposed to bromine must endure severe chemical attack, high temperatures, and pressure variations. The tantalum heat exchanger is designed to address all these issues.
Its corrosion resistance prevents material degradation and its high-pressure capability ensures safe operation during continuous use.The integration of expansion bellow improves stability. Together these features increase plant reliability and safety. With longer life cycles, the heat exchanger also reduces replacement frequency and operating costs.
Quality Assurance and Testing
Prior to delivery each heat exchanger is put through a rigorous testing process. The machinery’s structural integrity and ability to endure leaks are ensured by the hydrotest which was carried out at 7.7 kg/cm². To guarantee accuracy, testing is performed in controlled environments.
Strict quality standards are followed in the selection, fabrication and evaluation of materials. This ensures that the finished product meets customer demands and international standards. Every unit is constructed with longevity and safety in mind.
Engineering Excellence and Company Capabilities
Engineering excellence at Tinita Engineering Pvt. Ltd. is based on almost 20 years of knowledge and experience. The design and construction of corrosion-resistant process equipment is the area of expertise for our in-house group of engineers, project managers and knowledgeable technicians.
We have a track record of successfully supplying the global fertilizer, oil and gas, petrochemical, chemical and bromine industries. Our reliability is demonstrated by our more than 3,000 equipment deliveries and our steady approvals from outside organizations like BV, TUV, Lloyd’s, and SGS.
Customization and innovation remain important in our work. Every project is customized to meet the needs of the client while maintaining ISO 9001:2015 and ASME “U,” “R” and “NB” certifications from solid and cladded constructions to fabrication in our Class 8 cleanroom. With operations in over ten nations and a yearly production capacity of over 3,500 metric tons, Tinita Engineering Pvt. Ltd. is continuously growing its global footprint through its commitment to sustainability, honesty and customer trust.
Why Choose Tantalum Heat Exchangers
The tantalum heat exchanger combines the right materials, tested design, and precision fabrication. It is built to withstand the extreme conditions of bromine processing. With excellent corrosion resistance, stable operation under pressure, and reduced maintenance costs, it provides an advantage for chemical plants.
For bromine producers, investing in tantalum equipment means improved safety, reliability, and efficiency. It ensures that critical processes continue without interruption. By choosing a tantalum heat exchanger, plants secure long-term performance and better returns on investment.









